工業互聯網數據服務 產業鏈中的核心引擎與價值源泉

工業互聯網作為新一代信息技術與制造業深度融合的產物,正引領著全球產業變革。其產業鏈條復雜而綿長,從底層的感知與連接,到平臺層的分析與建模,再到上層的應用與服務,共同構成了一個協同創新的生態系統。其中,工業互聯網數據服務作為貫穿全鏈條、驅動價值實現的核心環節,其重要性日益凸顯。理解它,就掌握了撬動工業互聯網價值的“鑰匙”。
一、 工業互聯網數據服務:定義與內涵
工業互聯網數據服務,是指基于工業互聯網平臺,對工業生產全流程、全產業鏈、全價值鏈中產生的海量數據進行采集、治理、存儲、分析、挖掘、可視化與應用,最終形成可交易、可復用、可賦能的知識與洞察,為工業企業、開發者、政府等各類主體提供決策支持、效率提升、模式創新等價值的一系列服務活動。
其核心在于將原始的、無序的工業數據,轉化為驅動業務增長的“數據燃料”和“智能血液”。
二、 數據服務在產業鏈中的關鍵位置與作用
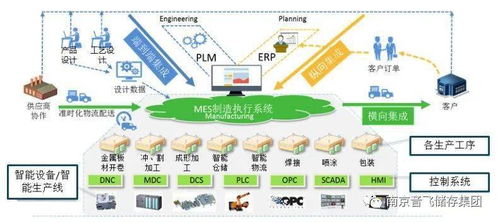
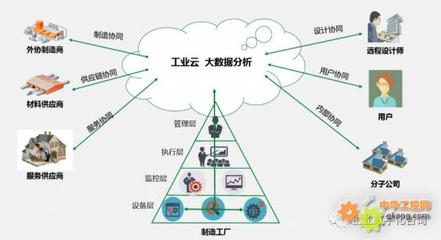
工業互聯網產業鏈可簡化為“端-邊-云-用”四層架構,數據服務滲透于每一層,并實現層間貫通。
- “端”側(數據源頭): 通過智能傳感器、工業設備、邊緣網關等,實時采集設備運行參數、生產過程數據、環境信息等。此階段的數據服務側重于高可靠采集與邊緣預處理,確保數據源頭準確、及時。
- “邊”側(近場處理): 在靠近數據源的邊緣計算節點進行數據的初步清洗、篩選、聚合和實時分析。數據服務在此實現低延時響應與關鍵決策,如設備預測性維護、工藝參數實時優化,滿足工業現場對實時性的嚴苛要求。
- “云”側(平臺中樞): 數據匯聚到工業互聯網平臺(如PaaS層),進行集中的存儲、管理、深度分析與建模。這是數據服務的“大腦”,提供數據治理、模型訓練、知識沉淀等核心服務,構建可復用的數據資產庫和工業機理模型庫。
- “用”側(價值實現): 基于平臺的數據能力和分析結果,開發面向特定場景的SaaS應用或解決方案。數據服務在此直接面向用戶,體現為可視化報表、智能診斷、產能優化、供應鏈協同、個性化定制等具體價值輸出,驅動商業模式創新。
三、 你必須知道的“干貨”:數據服務的核心組成部分
- 數據采集與接入服務: 解決“數據從哪來”的問題。支持多種工業協議(如OPC UA、Modbus)和接口,實現異構設備、異構系統的數據無縫接入。
- 數據治理與質量管理服務: 解決“數據是否可信可用”的問題。包括數據標準制定、元數據管理、數據清洗、質量評估與修復,是確保數據價值的基礎工程。
- 數據存儲與計算服務: 解決“數據如何存、如何算”的問題。采用時序數據庫、數據湖倉一體等技術,提供高并發、高吞吐的存儲能力,并依托云計算、分布式計算進行大規模數據處理。
- 數據分析與挖掘服務: 解決“數據中有什么價值”的問題。融合統計分析、機器學習、深度學習與工業知識(機理模型),提供設備健康度評估、生產工藝優化、能效分析、質量缺陷根因分析等深度洞察。
- 數據可視化與應用服務: 解決“價值如何呈現和使用”的問題。通過拖拽式BI工具、3D數字孿生、移動端駕駛艙等,將數據洞察以直觀、易懂的形式呈現,并封裝成可調用的API或標準化應用,賦能具體業務場景。
- 數據安全與流通服務: 解決“數據如何安全共享與交易”的問題。涵蓋數據加密、訪問控制、安全審計等技術,并探索基于區塊鏈的數據確權、可信共享與交易模式,激活數據要素市場。
四、 面臨的挑戰與未來趨勢
挑戰: 數據孤島現象仍存、數據質量參差不齊、工業知識(機理)與數據智能融合難度大、數據安全與隱私保護要求極高、復合型人才短缺等。
趨勢:
- 服務精細化與場景化: 從通用分析工具向聚焦特定行業(如鋼鐵、汽車、電子)的深度解決方案演進。
- AI深度融入: 人工智能,特別是深度學習、強化學習,將與工業場景更緊密結合,實現更高級的自主優化與決策。
- “數據+模型”雙輪驅動: 將物理機理模型與數據驅動模型融合,形成更可靠、可解釋的工業智能。
- 邊緣智能增強: 更多分析處理能力下沉至邊緣,實現云邊端協同的智能數據服務。
- 數據要素化與市場化: 隨著法規完善和技術成熟,工業數據將作為新型生產要素,在合規前提下實現有序流通與價值變現。
###
工業互聯網數據服務絕非簡單的IT技術服務,而是驅動制造業數字化轉型、實現智能化升級的核心引擎。它連接物理世界與數字世界,將沉默的工業數據轉化為可行動的智慧。構建或善用高質量的數據服務能力,是其在工業互聯網時代構筑核心競爭力的關鍵。把握數據服務的內涵、環節與趨勢,方能真正洞悉工業互聯網產業鏈的價值奧秘,在數字化浪潮中行穩致遠。
如若轉載,請注明出處:http://www.vip86.cn/product/54.html
更新時間:2026-06-19 05:27:14